Download as pdf or txt
You might also like
- Taig Lathe ManualDocument12 pagesTaig Lathe Manualpeter smith100% (1)
- The Rose Engine Lathe: Its History Development, and Modern UseDocument71 pagesThe Rose Engine Lathe: Its History Development, and Modern UseWolfgangNoch keine Bewertungen
- KULT Divinity Lost - Reference DeckDocument112 pagesKULT Divinity Lost - Reference DeckMZ980100% (2)
- F - BoringDocument44 pagesF - BoringedsaregNoch keine Bewertungen
- Reverse and Rim and Face AlignmentDocument37 pagesReverse and Rim and Face AlignmentvenkeekuNoch keine Bewertungen
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocument4 pagesMethod Statement For Refrigerant Piping Installation and Pressure TestingRyan WongNoch keine Bewertungen
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNoch keine Bewertungen
- Drilling and Milling Table: CompoundDocument4 pagesDrilling and Milling Table: CompoundmountaineerjpNoch keine Bewertungen
- Double Piston Single Connecting RodDocument31 pagesDouble Piston Single Connecting RodMeet Patel100% (2)
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- How To Successfully Bend Tubing, by TONY BINGELISDocument4 pagesHow To Successfully Bend Tubing, by TONY BINGELISlhoffman3Noch keine Bewertungen
- Mazda Wankel 13B Engine Aircraft UseDocument5 pagesMazda Wankel 13B Engine Aircraft UseparyshaanNoch keine Bewertungen
- GraderDocument2 pagesGraderFrenchwolf420Noch keine Bewertungen
- Guardera para Camion TraseroDocument3 pagesGuardera para Camion TraseroCalama Arica São PauloNoch keine Bewertungen
- Cowells Manuals PDFDocument16 pagesCowells Manuals PDFpedjaNoch keine Bewertungen
- 1099935205four SpeedDocument6 pages1099935205four SpeedchzhptopNoch keine Bewertungen
- CNC Touch Probe DrawingsDocument13 pagesCNC Touch Probe DrawingsmikcomiNoch keine Bewertungen
- 2947 Simple PatternmakingDocument1 page2947 Simple PatternmakingSandra Barnett CrossanNoch keine Bewertungen
- Korda's Dethermalizer - A Free-Flight Model AirplaneDocument6 pagesKorda's Dethermalizer - A Free-Flight Model AirplaneBob KowalskiNoch keine Bewertungen
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420Noch keine Bewertungen
- FOR RELEASE: BFP Design Notes and Documentation PDFDocument39 pagesFOR RELEASE: BFP Design Notes and Documentation PDFHassan ZiaNoch keine Bewertungen
- AIAA 2005-2349 Blended-Wing-Body (BWB) Fuselage Structural Design For Weight ReductionDocument9 pagesAIAA 2005-2349 Blended-Wing-Body (BWB) Fuselage Structural Design For Weight ReductionM. Sadiq. A. PachapuriNoch keine Bewertungen
- Instructions For Making The Inflatable KiteDocument15 pagesInstructions For Making The Inflatable KiteLuka NikitovicNoch keine Bewertungen
- Eureka Electric ClockDocument21 pagesEureka Electric ClockFrancescoBuccaNoch keine Bewertungen
- Baja SAE Collegiate Design Series Report-Brigham Young University-IdahoDocument5 pagesBaja SAE Collegiate Design Series Report-Brigham Young University-IdahoKarlos QuintanaNoch keine Bewertungen
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- Snow SledDocument4 pagesSnow SledsalmonlipsNoch keine Bewertungen
- GT S5282 Tshoo 7Document52 pagesGT S5282 Tshoo 7Max Wolf100% (3)
- 36 Caliber Hollow Base Conical PDFDocument5 pages36 Caliber Hollow Base Conical PDFHarry NakNoch keine Bewertungen
- SICS ... : Basic Gear DesignDocument9 pagesSICS ... : Basic Gear DesignadamtuongNoch keine Bewertungen
- Building A 1/2a Control Line StunterDocument35 pagesBuilding A 1/2a Control Line StunterHeman Lee100% (3)
- Free Piston Engine Working PDFDocument2 pagesFree Piston Engine Working PDFAmyNoch keine Bewertungen
- Frosty T Burner Build: All The Ratios Are Derived From The Pipe IameterDocument4 pagesFrosty T Burner Build: All The Ratios Are Derived From The Pipe IameterKain402Noch keine Bewertungen
- Penny Engine Micro Air Powered EngineDocument10 pagesPenny Engine Micro Air Powered Enginemarius_danila8736Noch keine Bewertungen
- Auto Arc WelderDocument4 pagesAuto Arc Weldergraham4877Noch keine Bewertungen
- Gyro Skipper PlansDocument5 pagesGyro Skipper PlansJayantha KandegamaNoch keine Bewertungen
- 42SWP22 Lawn SweeperDocument12 pages42SWP22 Lawn SweeperPurpleRyderNoch keine Bewertungen
- Design and Testing of An Autorotative Payload Delivery SystemDocument11 pagesDesign and Testing of An Autorotative Payload Delivery SystemvictorNoch keine Bewertungen
- Dynajet Pulsejet EngineDocument4 pagesDynajet Pulsejet Enginedaks4uNoch keine Bewertungen
- Bensen b8 PDFDocument8 pagesBensen b8 PDFmaxNoch keine Bewertungen
- Belt SanderDocument2 pagesBelt SanderFrenchwolf420Noch keine Bewertungen
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNoch keine Bewertungen
- 149-Workshop Hints & TipsDocument1 page149-Workshop Hints & TipssyllavethyjimNoch keine Bewertungen
- Wooden Coorong Longtail Boat PlansDocument2 pagesWooden Coorong Longtail Boat Plansmarcusbennet4854Noch keine Bewertungen
- Stirling Walking Beam EngineDocument13 pagesStirling Walking Beam EngineTomescu Paul100% (1)
- Hull Building BoardDocument19 pagesHull Building BoardAlexander Florin100% (1)
- Build MI's Tornado!: by John CapotostoDocument3 pagesBuild MI's Tornado!: by John CapotostoJim100% (1)
- River Queen Plans InstructionDocument9 pagesRiver Queen Plans InstructionZachary MassengillNoch keine Bewertungen
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- US6182619Document11 pagesUS6182619engine wang100% (1)
- Aircarflighttesting: by Angus LaidlawDocument3 pagesAircarflighttesting: by Angus LaidlawJimNoch keine Bewertungen
- Drill Grinding Attachment Form 825-55 6 PGDocument6 pagesDrill Grinding Attachment Form 825-55 6 PGAndy LNoch keine Bewertungen
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- 2895-Different Types of PumpsDocument1 page2895-Different Types of PumpsDinkalai WaronfireNoch keine Bewertungen
- Gear Cutters 01Document4 pagesGear Cutters 01Raúl MuñizNoch keine Bewertungen
- AF299171046140en-010303 - MT50-3Document86 pagesAF299171046140en-010303 - MT50-3chris CruzNoch keine Bewertungen
- Mission Style Open Shelf Bathroom Vanity: AdvancedDocument22 pagesMission Style Open Shelf Bathroom Vanity: AdvancedMaricruz Valdivieso de PalaciosNoch keine Bewertungen
- Accurl Punching MachineDocument6 pagesAccurl Punching Machinenguyenthanhphong3614Noch keine Bewertungen
- IrH7KqNeRfGcyrVoJZ4p - OMR Sheet For B.ed EntranceDocument1 pageIrH7KqNeRfGcyrVoJZ4p - OMR Sheet For B.ed EntranceAshish VermaNoch keine Bewertungen
- 100ton Mobile CraneDocument12 pages100ton Mobile CraneNwe OoNoch keine Bewertungen
- Kit Freios SVTDocument16 pagesKit Freios SVTBrunoNoch keine Bewertungen
- Different Types of Rain GaugesDocument2 pagesDifferent Types of Rain GaugesSitty-wardah AmodNoch keine Bewertungen
- PriceList - 2015 September 1 - STEEL PIPEDocument46 pagesPriceList - 2015 September 1 - STEEL PIPEAs PireNoch keine Bewertungen
- Anek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in MumbaiDocument4 pagesAnek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in Mumbaianek pipeNoch keine Bewertungen
- CH Issue 2: Installation and Maintenance GuideDocument8 pagesCH Issue 2: Installation and Maintenance GuideMichael John PilotaNoch keine Bewertungen
- Monk - Way of The Bullet (BBB)Document1 pageMonk - Way of The Bullet (BBB)Zhori DuberryNoch keine Bewertungen
- Installation Instructions For Stop CollarsDocument4 pagesInstallation Instructions For Stop CollarsWise SoNoch keine Bewertungen
- WoodworkingDocument68 pagesWoodworkingAuryn0763% (8)
- Jura Impressa s95 Cleaning and Disassembly Instruction EngDocument23 pagesJura Impressa s95 Cleaning and Disassembly Instruction EngIvan NajdanovićNoch keine Bewertungen
- Maintenance ProgramDocument3 pagesMaintenance ProgramEdgar Jr SuyatNoch keine Bewertungen
- PLC-2700 Series Instruction ManualDocument46 pagesPLC-2700 Series Instruction ManualNathan Peroni AlvesNoch keine Bewertungen
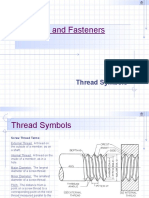
- Threads and Fasteners: Thread SymbolsDocument15 pagesThreads and Fasteners: Thread SymbolsSachin GirohNoch keine Bewertungen
- Farmhouse Bench From The Handbuilt Home by Ana WhiteDocument6 pagesFarmhouse Bench From The Handbuilt Home by Ana WhiteCrafterNews75% (4)
- Microntech Estic DC Nutrunner Vertical Tracer ArmDocument7 pagesMicrontech Estic DC Nutrunner Vertical Tracer Armmicrontech engineersNoch keine Bewertungen
- Pretest IctDocument1 pagePretest Ictrelia daelNoch keine Bewertungen
- BER-E222 PMDocument8 pagesBER-E222 PMItalo MendozaNoch keine Bewertungen
- Thread Tolerances For Screws and NutsDocument2 pagesThread Tolerances For Screws and NutsBill WhiteNoch keine Bewertungen
- Northern Coalfields Limited Bina ProjectDocument3 pagesNorthern Coalfields Limited Bina ProjectKeshav RamNoch keine Bewertungen
- Foster Forseti Appliances Leaflet 2022 25 NovDocument40 pagesFoster Forseti Appliances Leaflet 2022 25 NovBULLETNoch keine Bewertungen
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- Makita 6412Document2 pagesMakita 6412mtc tentremNoch keine Bewertungen